

Translate this page into:
Effects of diamond-like carbon coating on frictional and mechanical properties of orthodontic brackets: An in vitro study

*Corresponding author: Dr. Hikmetnur Danisman, Department of Orthodontics, Nuh Naci Yazgan University, Kayseri, Turkey. hnurdanisman@gmail.com
-
Received: ,
Accepted: ,
How to cite this article: Danisman H, Celebi F, Danisman S, Bicakci AA. Effects of diamond-like carbon coating on frictional and mechanical properties of orthodontic brackets: An in vitro study. APOS Trends Orthod 2022;12:13-9.
Abstract
Objectives:
The aim of this study is to apply a diamond-like carbon (DLC) coating on orthodontic brackets and to examine the effects of the coating on surface properties and friction.
Material and Methods:
0.022-inch upper right canine brackets, 0.018-inch stainless steel wires, and 0.019 × 0.025-inch stainless steel wires were used in the study. Half of the brackets were treated with physical vapor deposition technique and coated with DLC. Different binary groups constituted of coated and uncoated brackets and wires were subjected to friction experiments using the Instron universal testing machine (Instron, Norwood, MA, USA). The surface properties of the coatings were evaluated using Raman, Scanning Electron Microscopy, and non-contact optical profilometer.
Results:
The friction force values between the DLC-coated brackets and the stainless-steel wires in both dimensions were found to be statistically significantly lower than the friction force between the uncoated brackets and the wires (P < 0.001). The surface roughness value, especially around the slot groove decreased significantly in the coated brackets (P < 0.05). DLC coating layer thickness is approximately 1.0 μm (806 nanometers).
Conclusion:
DLC coating improves the surface properties of orthodontic brackets, and DLC coating process remarkably reduced the friction force.
Keywords
Coating
Diamond-like carbon
Friction
Bracket

INTRODUCTION
Friction is the force that occurs during the movement of two objects in contact and that makes movement difficult.[1] In orthodontic practice, friction appears at many times, and it affects orthodontic interventions positively or negatively. Especially in sliding mechanics, friction resistance occurs in the opposite direction to the desired tooth movement.[2] It must be overcome for orthodontic forces to cause tooth movement. Kojima and Fukui reported that 60–80% of the applied force in canine distalization was lost by friction.[3] In this case, a higher amount of force is required to initiate the tooth movement in proportion to the increased friction force. Heavy orthodontic forces to be applied for overcoming the friction force cause side effects such as destruction of the tooth and its surrounding tissues, the desired tooth movement to fail, and the undesired movement of the anchorage unit.[4-8]
In the literature, many studies have been performed to decrease the friction force.[9-13] Franchi et al.[9] have studied on non-conventional elastomeric ligatures. Self-ligating brackets were designed to overcome the friction and it was shown that this type of bracket reduces the friction remarkably.[10,12] As another method, the surfaces of the archwires and brackets were coated with various materials such as titanium (Ti), titanium nitride (TiN), zirconium nitride (ZrN), titanium aluminum nitride (TiAlN), and diamond-like carbon (DLC).[13]
DLC coating is a term used to describe coatings that contain sp3 hybridized carbon atoms and show similar properties to the physical characteristics of the diamond. In 1971, Aisenberg and Chabot has developed an ion-beam deposition technique for using to deposit thin films of insulating carbon on room-temperature substrates.[14] DLC coatings are frequently used in the biomedical field. DLC coatings are used as a surface corrosion protector in surgical implants, to increase wear resistance, to prevent ion release in orthopedic implants, and to increase wear resistance in medical instruments due to its high level physical properties.[15] Recent studies have shown that coating with DLC can improve the frictional properties of orthodontic materials.[16-18] Muguruma et al.[18] coated stainless steel conventional brackets with DLC and found that friction was significantly reduced. Huang et al.[19] compared the DLC-coated brackets to the TiN-coated brackets and showed that friction was less in the DLC-coated bracket. High hardness, high wear resistance, smoothness, and biocompatibility are the typical characteristics of DLC, which ensure friction reduction.[18-21]
The aim of this study was to investigate the effect of DLC coating on the friction that occurred in various bracket-wire combinations and to obtain a homogeneous coating layer on the bracket slot surface. The effect of the coating layer on the surface properties was also investigated in this study. The hypothesis of our study is that DLC coating will improve the surface properties of the brackets, especially in the slot groove, and reduce the frictional forces between the wires. In the orthodontic literature, the number of studies in which brackets are coated is very few.[17-19] It is thought that our study will contribute to the literature in this direction.
MATERIALS AND METHODS
Materials
Forty pieces of 0.022x0.028-inch, no built-in torque and tip preadjusted stainless steel upper right canine brackets (Forestadent, Pforzheim, Germany) were used in the study. Half of the brackets were coated with DLC using the physical vapor deposition (PVD) method. Thus, two groups were constituted with coated and uncoated brackets. Two different sizes of straight stainless steel wires, 0.018 inch and 0.019 × 0.025 inch, were used. (Forestadent, Pforzheim, Germany). From these bracket-wire combinations, four different groups were formed. Group 1 is the uncoated bracket-0.18 inch ss wire group and Group 2 is the coated bracket-0.18 inch ss wire group. Group 3 is uncoated bracket-0.019 × 0.025 inch ss wire group and Group 4 is coated bracket-0.019 × 0.025 inch ss wire group [Table 1].
| Group | Bracket Condition | Wire size (inch) | Static Friction force (Newton) Mean±SD | t-test P-value |
|---|---|---|---|---|
| 1 | Uncoated bracket | 0.018 | 0.720±0.043 | <0.001* |
| 2 | Coated bracket | 0.018 | 0.521±0.075 | |
| 3 | Uncoated bracket | 0.019×0.025 | 1.613±0.110 | <0.001* |
| 4 | Coated bracket | 0.019×0.025 | 0.998±0.164 |
Coating of the samples
Before the coating process, brackets were washed in the ultrasonic cleaning machine (Bandelin Sonorex RK 255-H) with 15 min of acetone and 15 min of alcohol and then rinsed with pure water. After cleaning, all samples were dried with air.
DLC coating was carried out using a closed-field unbalanced magnetron sputtering system, one of the PVD methods. A special sample carrier was prepared from the metal plate so that the brackets can be properly placed in the device and coated properly. For providing effective cleaning of the surface to be coated, ion cleansing was performed for 20 min under vacuum. To obtain better adhesion ability on the substrate surface and reduce residual stresses between the coating and substrate surface, 5 min of Ti and 5 min of TiN were deposited firstly on the substrate surface. After that, the DLC film was deposited for 25 min. During the coating process, bias voltage was applied to the material (–150 V), the pulsed direct current source was operated under the conditions of 5 A Ti target current, 150 kHz frequency, and 2.5 μs pulse duration. To achieve a uniform coating, the materials were subjected to rotational motion during the procedure.
Friction tests
An apparatus similar to the appliance designed by Redlich et al.[22] was used to mount the archwire-bracket combinations on the friction testing machine. The apparatus consisted of a stainless-steel plate on which the brackets were bonded and an aluminum frame for mounting the plates to the testing machine. Before the bonding process, the plate surfaces were sandblasted, and then the sandblasted surfaces were cleaned with alcohol. Brackets were bonded with the same position to stainless steel plates using light-cured composite resin (3M Unitek, Monrovia, Calif). Each bracket accurately placed to the center of the stainless-steel plate. The angle between the bracket and wire was exactly adjusted same all samples using custom made aluminum frame. Samples were attached to the universal testing machine with a load cell of 5 kN shown in [Figure 1] (Instron 2519, Norwood, MA, USA). The upper portion of a 7-cm orthodontic wire was placed to the load cell of the universal testing machine, and the lower part of the wire was fixed using a 150-g weight. Archwires were ligated to the brackets with elastomeric modules (Uni-Stik Clear, American Orthodontics).
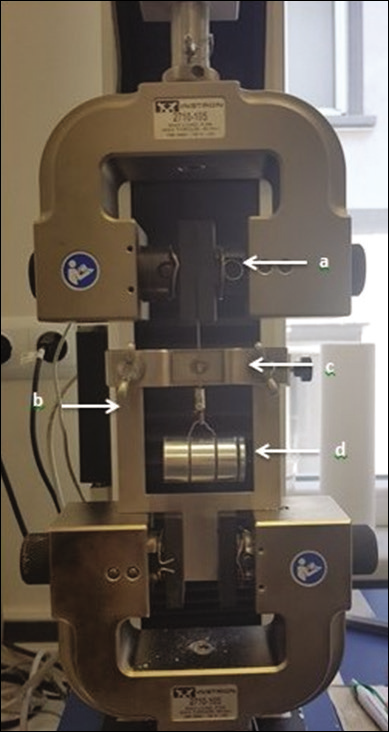
- Friction testing system. (a) Grip (b) Aluminum frame for adjustment plate (c) Bracket bonded stainless steel plate (d) 150 g weight.
The test was started and, each wire was drawn through the bracket at a constant speed of 10 mm/min for a distance of 5 mm as defined by Kusy and Whitley.[23] The static friction was measured as the initial peak force required to initiate movement of the wire through the bracket. Before each test, the wire and bracket were removed from the system, the device was recalibrated, and a new wire and bracket were placed for the new experiment. The tests were repeated 10 times with new sample pairs for each bracket-archwire combination for reliability and statistical evaluation of the tests. All measurements were performed at room temperature and dry environment.
Surface analysis tests
The bonding states of carbon atoms (sp3/sp2) constituting the coating were analyzed with a Witec Alpha M+ Raman system, using 532 nm helium-neon laser excitation (Witec, Ulm, Germany).
To observe the coating on the cross-sectional surfaces and to measure the thickness of the specimens, scanning electron microscopy (SEM) (Stereoscan 440, LEO) was used. The brackets were embedded in epoxy resin to determine the coating thickness on the brackets. Then, the coated brackets were cut perpendicular to the slot surface with the diamond band saw of the micro-cutting machine.
The arithmetic average surface roughness of brackets was measured using a non-contact optical Profilometer (NİKON MM-200, Japan). Five different profiles were obtained for each sample.
Statistical analysis
Statistical analysis was performed using the Statistical Package for the Social Science (IBM SPSS Statistics for Windows, Version 22.0. Armonk, NY). The distribution of the data was evaluated using the Shapiro-Wilk test. Variance homogeneity was tested with the Levene test. The mean and standard deviation of static friction was calculated for each group. The results of coated and uncoated brackets were compared using an independent sample t-test. The surface roughness of coated and uncoated brackets was compared using the paired t-test. P < 0.05 was considered statistically significant, and a 95% confidence interval was applied.
RESULTS
Friction test
The friction force values for all groups and intragroup comparisons are presented in [Table 1].
For the intragroup comparisons of 0.018-inch stainless steel wire groups (Groups 1 and 2), it was found that Group 1 (0.720 ± 0.043 N) showed statistically significantly more friction force than Group 2 (0.521 ± 0.075 N). (P < 0.001) The least friction values between all groups were detected in Group 2 (DLC-coated bracket and 0.018-inch SS wire, 0.521 ± 0.075 N) [Table 1].
For the intragroup comparisons of 0.019 × 0.025-inch wire groups (Groups 3 and 4), the highest friction values were found in Group 3 (uncoated bracket and wire, 1.613 ± 0.110 N). It has been shown that the friction force between the DLC coated bracket and the 0.019 × 0.025 wire is (0.998 ± 0.164 N) statistically significantly less than the friction force between the uncoated bracket and the 0.019 × 0.025 ss wire (1.613 ± 0.110 N).
Surface analysis
SEM images samples of coated and uncoated brackets are presented in [Figures 2 and 3]. While there were many scratches and irregularities on the surface of the uncoated bracket, these scratches did not appear on the DLC-coated bracket surface [Figures 2 and 3]. The roughness measurement in the bracket slot was made with a non-contact optical Profilometer, and it was observed that there was a processing error along the groove in the middle region caused by the bracket production during the measurement. This causes an increase in roughness. According to the results of the optical Profilometer, the roughness value in the uncoated bracket was high around the groove [Figure 4]. After coating, there was a significant decrease in the surface roughness of the bracket, especially around the groove. The results of the surface roughness test are presented in [Table 2]. The roughness value in the uncoated bracket is the average of five measurement results taken from different regions around the groove, and it was 11.470 μm, while the average roughness value measured in the coated bracket decreased to 8.034 μm. It was observed that the roughness value decreased considerably in the measurements made outside the channel in the coated brackets, and it was determined that the average roughness decreased from 0.879 to 0.652 μm. There are statistically significant differences between the roughness measurements [Table 2].
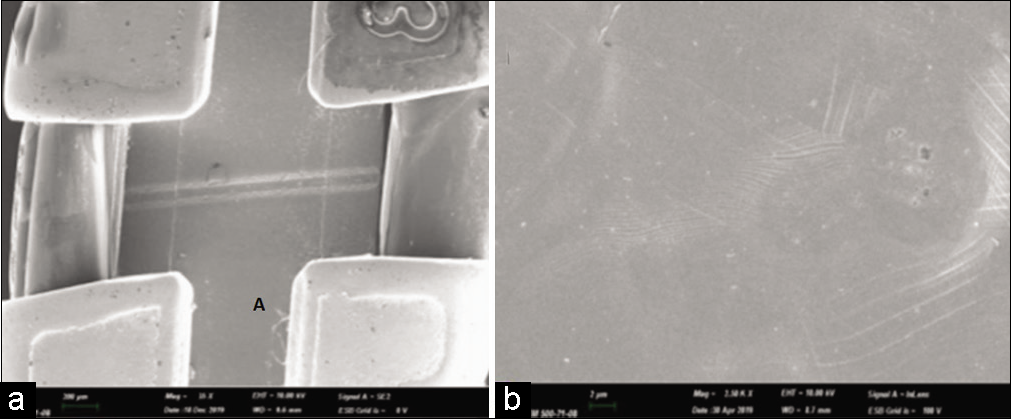
- SEM images of uncoated brackets. (a) Original magnification ×50 (b) original magnification ×1000. The part visible in (b) is an enlargement of the part indicated by a.
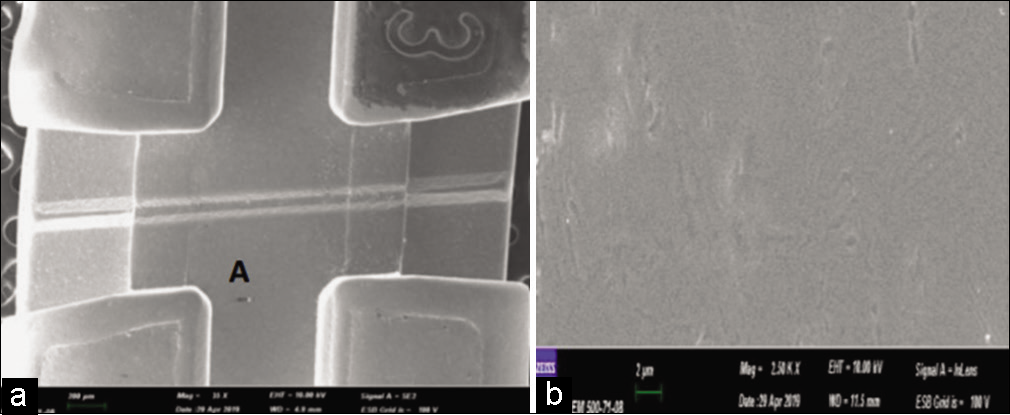
- SEM images of coated brackets. (a) Original magnification ×50 (b) original magnification ×1000. The part visible in (b) is an enlargement of the part indicated by a.
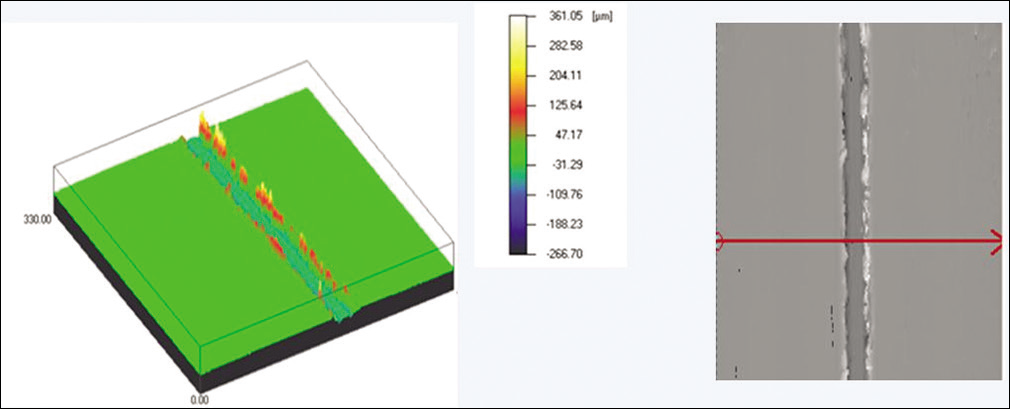
- Non-contact optical Profilometer image of the uncoated bracket slot.
| Ra (μm) Mean (S.D.) On the edge of the slot groove | Ra (μm) Mean (S.D) Outside of the groove | |
|---|---|---|
| Non coated bracket | 11.470 μm (2.372) | 0.879 μm (0.647) |
| DLC-Coated bracket | 8.034 μm (1.036) | 0.652 μm (0.212) |
| P-value | <0.001* | <0.001* |
Coating thicknesses were determined by SEM analysis. Ti, TiN, and DLC layers in the coating were found to be 36.16 nm, 687 nm, and 83 nm, respectively. In addition, it was detected that all three layers had homogeneous thickness [Figure 5].
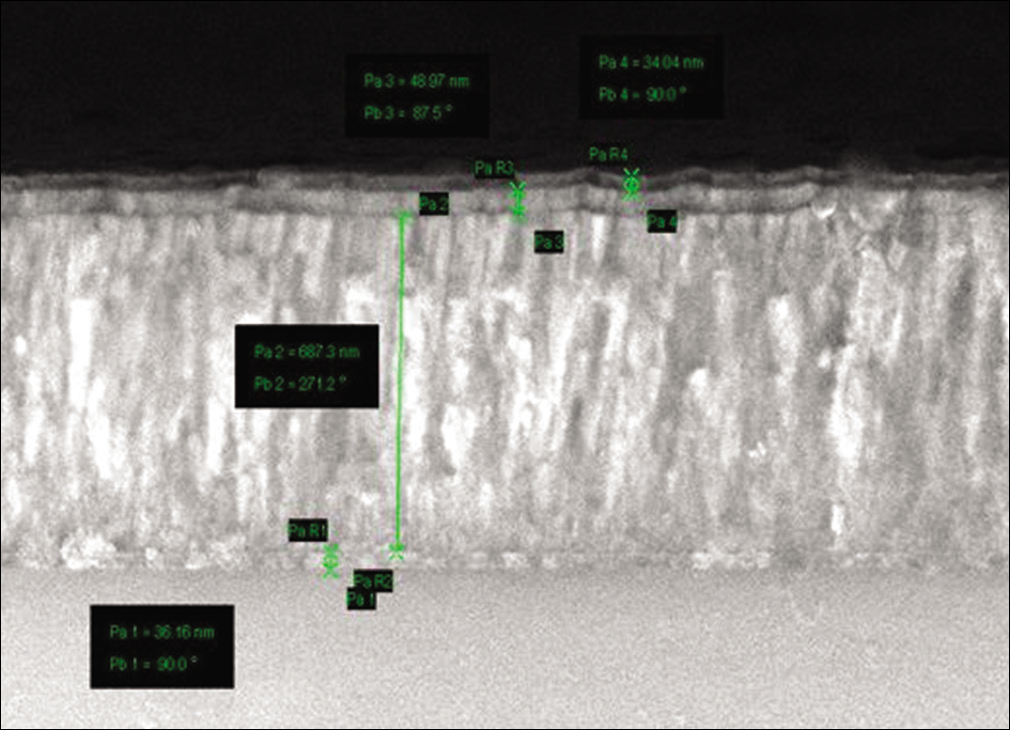
- Sectional image and layer thicknesses of the coating with 100 kX magnification Pa1 (Ti) layer: 36.16 nm, Pa2 (TiN) layer: 687, and Pa3+Pa4 (DLC) layer: 83 nm.
In all spectra, peaks were observed for the sp2 (for graphite-like) and sp3 (for diamond-like) bond states of carbon. Raman spectroscopy revealed that sp3/sp2 ratios in the bracket coatings were found to be 0.886 [Figure 6]. These show that the materials were successfully coated with DLC.
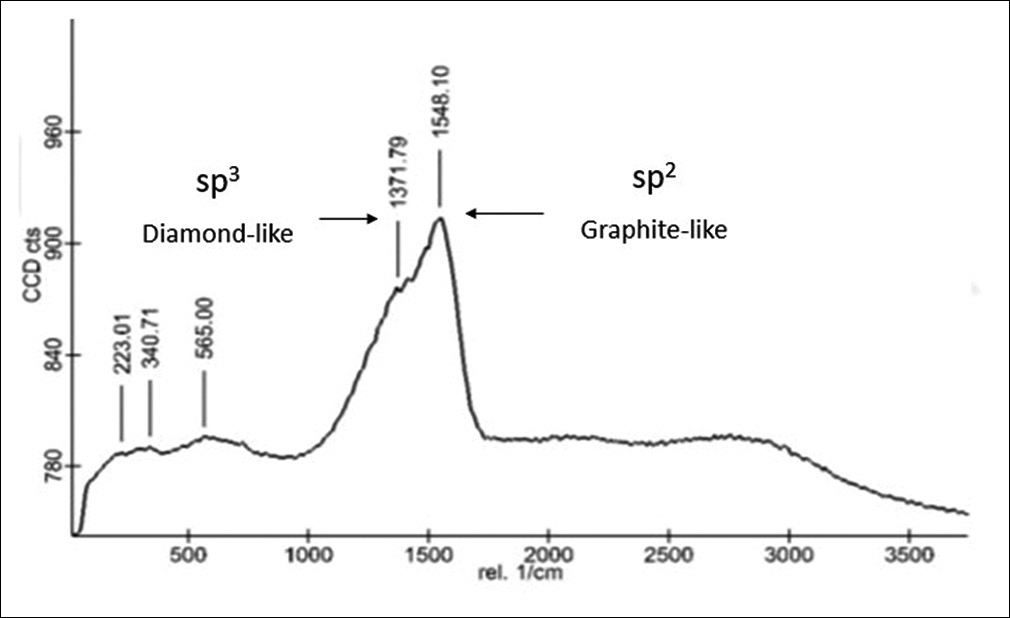
- Raman spectroscopy sample of the coating bracket specimens.
DISCUSSION
DLC coatings are widely used in biomedical applications. The biocompatibility of DLC coatings has been demonstrated in many studies.[14,15,21,24-26] They have been tested and approved for use in many situations such as stress analyzes, resistance to adhesion that will occur on material surfaces, and biocompatibility in biomedical applications. Hajduga et al.[24] coated the stainless steel material with DLC, TiN/TiAlN, and ZrN and compared these coatings corrosion resistance and bacterial adhesion. They stated that DLC provides the best corrosion protection for steel out of all research coatings, meets bacteriological criteria and it is possible to be used inside in human body. In addition, it has been shown that orthodontic materials cause cytotoxicity in allergic people as a result of nickel content, and carbon coatings reduce this ion release.[27,28] The reason why we chose DLC as the coating material is based on all this literature knowledge.
The aim of this study is to improve the surface properties of the bracket by obtaining a homogeneous DLC coating layer on the slot surface of the bracket. The DLC coating thickness obtained by Mugurama et al.[18] is approximately 5–7 μm. They stated that a thinner coating layer should be obtained in further studies. In the present study, SEM results showed that a homogeneous coating of approximately 1 μm thickness was successfully produced using this method. In addition, minimizing the friction forces that prevent or reduce tooth movement between orthodontic arch wires and bracket slot, thus preventing problems that may occur during orthodontic treatment and shortening the treatment period are among the objectives of the study.
Thin film coatings are applied on surfaces by chemical and thermal methods. DLC coatings are applied by thermal methods. The degree to which the coating steps can be controlled independently of each other determines the versatility and flexibility of the deposition process. In PVD techniques, these steps can be controlled independently, providing superior flexibility in controlling the structure, properties, and deposition rate.[29] In our study, we preferred the PVD technique because these advantages.
As the bracket material, stainless steel, which has the lowest friction values among the bracket materials, and also has a very good adhesion with DLC, was preferred.[16,17,18,23]
When the friction forces of the first two groups formed with 0.018 inch stainless steel wire were examined, it was observed that the friction force values in Group 2 (coated bracket and wire) were significantly lower than in Group 1 (uncoated bracket and wire). When the friction forces of the second two groups formed with 0.019 × 0.025 inch stainless steel wire were examined, it was observed that the friction force values in Group 4 (coated bracket and wire) were significantly lower than in Group 3 (uncoated bracket and wire). These findings show that the DLC coating is effective in reducing the friction force. There are publications in the literature that support these findings. Similar to our findings, Kang et al.[17] found that the group with the coated bracket had the lowest friction values. In the study of Muguruma et al.,[18] 0.018 and 0.017 × 0.025 inch stainless steel wires were tested with upper canine brackets coated with DLC in two different atmospheres. Accordingly, the static friction force values obtained from DLC coated brackets and 0.017 × 0.025 ss wires were found to be statistically significantly lower than the values of the control group. Although there was a decrease in the static friction force between the coated brackets and 0.018 ss wires in the first environment, no statistically significant difference was found. It is thought that the reason for the difference in this aspect with our study may be the difference in the material used and the differences in the coating technique. Muguruma et al.[30] have covered the 0.018-inch archwire with DLC and tested it with canine brackets. It was found that the friction values of the coated wires were significantly lower than the uncoated group. Akaike et al.[31] used 2 wire sizes (0.019 × 0.025 and 0.021 × 0.025) in their study and they have concluded that the DLC coating always led to a reduction in static friction. Huang et al.[19] compared the DLC coating with TiN coated brackets and they showed that the static and kinetic friction forces between the DLC coated brackets and the wires are lower than the friction forces between TiN coated brackets and wires.
The inner surface of the bracket slot is one of the most important factors affecting the friction force between the bracket and the wire. The present study clearly showed that the surface properties of the slot affect the friction force and that the improvement of the surface properties reduces the friction. The DLC coating has been shown to improve the surface of the brackets to reduce the frictional force between the bracket slot and the wire. As seen in SEM and optic Profilometer images, the uncoated brackets had more rough surfaces compared to coated brackets [Figures 3 and 4]. In the literature, it has been shown that the surface roughness of orthodontic wires and brackets affects friction.[32-36] Unlike these studies, in the study of Akaike et al.,[31] no significant change was observed in the slot surface roughness after DLC coating application to the brackets. The present study, roughness measurement in bracket slot was made with non-contact optical Profilometer and it was observed that there was surface manufacturing and finishing process is insufficient around the groove in the middle region of the bracket. This situation caused an increase in roughness. In our study, a significant reduction in the roughness of the slot surface was observed after coating the bracket with DLC. At the same time, coating the bracket slot is a highly effective method in removing the roughness of the bracket. Therefore, the bracket coating was founded quite effective in reducing friction. Heavy wires are preferred for sliding mechanics, especially for canine distalization, and reducing the static friction between DLC coated brackets and these wires will facilitate tooth movement with heavy wires. These situation is advantageous for effective tooth movement in sliding mechanics and shortens orthodontic treatment time.[37,38] In this study, only one friction test was performed for each bracket to prevent mechanical damage that may occur as a result of the friction test. Different pairs of bracket wires were used for each experiment.
As a limitation of this study, it can be said that friction tests were carried out in dry condition. Orthodontic treatments last at least 1–2 years and the brackets remain in the oral cavity all this time. Eating or brushing activities during this time can affect the static friction between the bracket and the wire. Experiments in wet conditions simulating the oral environment such as saliva, oral temperature, and biofilm adhesion may be the subject of further studies. Further clinical studies are needed to determine the long-term durability of DLC coatings.
CONCLUSION
Surface properties of stainless steel orthodontic brackets can be improved by successfully coating with DLC using the PVD method. A 28% reduction in friction force was found when using DLC coated bracket for 0.018 inch stainless steel wire. Similarly, a 39% reduction in friction force was found when using a 0.019 × 0.025 inch stainless steel archwire and a DLC coated bracket. It can be concluded that the coating of the bracket with DLC contributes significantly to the reduction of friction.
Authors’ contributions
HD: Conceived the ideas and methodology, interpreted the data, led the writing and editing and final approval of manuscript, collected the data.
FC: Led the writing and editing of manuscript.
SD: Conceived the ideas and methodology, contributed to experiment and analyses.
AAB: Contributed study design and methodology.
Declaration of patient consent
Patient’s consent not required as there are no patients in this study.
Financial support and sponsorship
This work was supported by Tokat Gaziosmanpasa University University Scientific Research Projects Commission to the first author and research grant no 2018/34.
Conflicts of interest
There are no conflicts of interest.
References
- Frictional forces between bracket and arch wire. Am J Orthod Dentofacial Orthop. 1989;96:397-404.
- [CrossRef] [Google Scholar]
- A comparative study of frictional forces between orthodontic brackets and arch wires. Am J Orthod Dentofacial Orthop. 1991;100:513-22.
- [CrossRef] [Google Scholar]
- Numerical simulation of canine retraction by sliding mechanics. Am J Orthod Dentofacial Orthop. 2005;127:542-51.
- [CrossRef] [PubMed] [Google Scholar]
- Zirconia brackets: An evaluation of morphology and coefficients of friction. Am J Orthod Dentofacial Orthop. 1994;106:605-14.
- [CrossRef] [Google Scholar]
- Frictional forces and surface topography of a new ceramic bracket. Am J Orthod Dentofacial Orthop. 1994;106:273-8.
- [CrossRef] [Google Scholar]
- Relative kinetic frictional forces between sintered stainless-steel brackets and orthodontic wires. Am J Orthod Dentofacial Orthop. 1995;107:20-7.
- [CrossRef] [Google Scholar]
- Frictional resistances in stainless steel bracket-wire combinations with effects of vertical defections. Am J Orthod Dentofacial Orthop. 1996;109:535-42.
- [CrossRef] [Google Scholar]
- Frictional resistance between orthodontic brackets and archwires in the buccal segments. Angle Orthod. 1996;66:215-22.
- [Google Scholar]
- Forces released during sliding mechanics with passive self-ligating brackets or nonconventional elastomeric ligatures. Am J Orthod Dentofacial Orthop. 2008;133:87-90.
- [CrossRef] [PubMed] [Google Scholar]
- Debris and friction of self-ligating and conventional orthodontic brackets after clinical use. Angle Orthod. 2015;85:673-7.
- [CrossRef] [PubMed] [Google Scholar]
- Evaluation of friction of conventional and metal-insert ceramic brackets in various bracket-archwire combinations. Am J Orthod Dentofacial Orthop. 2003;124:403-9.
- [CrossRef] [Google Scholar]
- An in vitro comparison of the frictional forces between archwires and self-ligating brackets of passive and active types. Eur J Orthod. 2012;34:625-32.
- [CrossRef] [PubMed] [Google Scholar]
- Coating and surface treatments on orthodontic metallic materials. Coatings. 2013;3:1-15.
- [CrossRef] [Google Scholar]
- Ion-beam deposition of thin films of diamond-like carbon. J Appl Phys. 1971;42:2953-8.
- [CrossRef] [Google Scholar]
- Diamond-like carbon coatings as biocompatible materials-an overview. Diam Relat Mater. 2003;12:166-70.
- [CrossRef] [Google Scholar]
- Coating NiTi archwires with diamond-like carbon films: Reducing fluoride-induced corrosion and improving frictional properties. J Mater Sci Mater Med. 2013;24:2287-92.
- [CrossRef] [PubMed] [Google Scholar]
- The effects of diamond-like carbon films on fretting wear behavior of orthodontic archwire-bracket contacts. J Nanosci Nanotechnol. 2015;15:4641-7.
- [CrossRef] [PubMed] [Google Scholar]
- Frictional and mechanical properties of diamond-like carbon-coated orthodontic brackets. Eur J Orthod. 2013;35:216-22.
- [CrossRef] [PubMed] [Google Scholar]
- A comparison of the friction associated with diamond-like carbon (DLC) or titanium nitride (TiN) plating metal brackets. Surf Coat Technol. 2010;205:1917-21.
- [CrossRef] [Google Scholar]
- Mechanical stability, corrosion performance and bioresponse of amorphous diamond-like carbon for medical stents and guidewires. Diam Relat Mater. 2005;14:1277-88.
- [CrossRef] [Google Scholar]
- Morphological behaviour of osteoblasts on diamond-like carbon coating and amorphous C-N film in organ culture. Biomaterials. 1998;19:651-8.
- [CrossRef] [Google Scholar]
- In vitro study of frictional forces during sliding mechanics of “reduced-friction” brackets. Am J Orthod Dentofacial Orthop. 2003;124:69-73.
- [CrossRef] [Google Scholar]
- Effects of sliding velocity on the coefficients of friction in a model orthodontic system. Dent Mater J. 1989;5:235-40.
- [CrossRef] [Google Scholar]
- Corrosion and Bacterial Resistance of ZrN, DLC COMP A-C: H and MULTICOMP TiN/TiAIN Coatings Used in Medical, Metal 2015; 24th International Conference on Metallurgy and Materials: Proceedings of Abstracts, Brno, Czech Republic.
- [Google Scholar]
- In vivo evaluation of tetrahedral amorphous carbon. Biomaterials. 2005;26:465-73.
- [CrossRef] [PubMed] [Google Scholar]
- Adhesion, cytoskeletal architecture and activation status of primary human macrophages on a diamond-like carbon coated surface. Biomaterials. 2002;23:767-73.
- [CrossRef] [Google Scholar]
- Reduction effect of nickel ion release on a diamond-like carbon film coated onto an orthodontic archwire. Thin Solid Films. 2006;497:218-22.
- [CrossRef] [Google Scholar]
- Dissolution effect and cytotoxicity of diamond-like carbon coatings on orthodontic archwires. J Mater Sci Mater Med. 2007;18:2263-8.
- [CrossRef] [PubMed] [Google Scholar]
- Current and Advanced Coating Technologies for Industrial Applications. In: Nanocoatings and Ultra-Thin Films. Amsterdam: Elsevier; 2011. p. :3-23.
- [CrossRef] [Google Scholar]
- Effects of a diamond-like carbon coating on the frictional properties of orthodontic wires. Angle Orthod. 2011;81:141-8.
- [CrossRef] [PubMed] [Google Scholar]
- Reduction in static friction by deposition of a homogeneous diamond-like carbon (DLC) coating on orthodontic brackets. Dent Mater J. 2015;34:888-95.
- [CrossRef] [PubMed] [Google Scholar]
- The effect of surface treatment and clinical use on friction in NiTi orthodontic wires. Dent Mater. 2005;21:938-45.
- [CrossRef] [PubMed] [Google Scholar]
- A comparison of frictional forces during simulated canine retraction of a continuous edgewise arch wire. Am J Orthod Dentofacial Orthop. 1986;90:199-203.
- [CrossRef] [Google Scholar]
- Surface roughness of orthodontic wires via atomic force microscopy, laser specular reflectance, and profilometry. Eur J Orthod. 1998;20:79-92.
- [CrossRef] [PubMed] [Google Scholar]
- Surface roughness of orthodontic archwires via laser spectroscopy. Angle Orthod. 1988;58:33-45.
- [Google Scholar]
- Surface topography and frictional characteristics of ceramic brackets. Am J Orthod Dentofacial Orthop. 1994;106:76-87.
- [CrossRef] [Google Scholar]
- The transition from standard edgewise to preadjusted appliance systems. J Clin Orthod. 1989;23:142-53.
- [Google Scholar]
- The effects of retraction forces applied to the anterior segment of orthodontic arch wires: Differences in wire deflection with wire size. Bull Tokyo Dent Coll. 1998;39:183-8.
- [Google Scholar]




